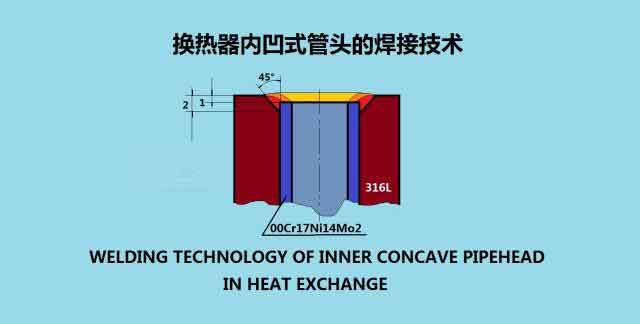
Petrochemical heat exchangers are very strict, 100% beta ray detection, hydraulic pressure test, air tight test, etc. The heat exchanger plate is 316L, the thickness is: 35mm, the hole diameter is φ14.2mm; the tube material is 00Cr17Ni14Mo2, φ14×2mm, which is at a horizontal fixed position. They are all stainless steel, and have good welding performance, but their thermal conductivity is small, the coefficient of linear expansion is large, and the welded joint forms a large tensile stress during heating and cooling to generate welding hot cracks. At the same time, austenitic steel is easy to form a columnar crystal weld structure with strong directionality, which is conducive to the segregation of impurities and promote the formation of intercrystalline liquid interlayer. In particular, when impurities such as S and P exceed the standard, it is easy to form a low-melting eutectic interlayer, such as continuous distribution on the grain boundaries, which tends to increase the thermal cracking of the weld. Therefore, the S and P contents should be strictly controlled to avoid the formation of single-phase austenite in the weld.
This material is generally used with a purity of 99.99% argon. The tube sheet and tube holes can be cleaned with acetone or carbon tetrachloride. The tack welding should be spot welded at 3 o'clock and 9 o'clock. The welding specification must be the same as the formal welding. Do not spot weld, and ensure the penetration. When welding the first pipe head, it is necessary to start the arc outside the groove. After the arc is started, the arc is drawn into the groove. The welding direction is from bottom to top, and the circumferential welding is not allowed. When the welding is finished, the arc pit is led to the mother outside the groove. This can reduce the occurrence of welding defects. Specific welding parameters are shown in Figure 1.

After the first pass, the device should be rotated 90°, and then the second pass cover welding, which can prevent the joints from overlapping and the quality of the photostar weld. In the case of ensuring the penetration of the root, the first pass uses a reduced current, short arc welding to obtain a narrower weld bead, which lays a good foundation for the second pass. In the second pass, in order to prevent the occurrence of "double eyelids", it is necessary to increase the swing of the welding torch, and the molten pool should completely cover the bead of the first pass. The transition of the weld surface should be smooth. When the arc is closed, the arc pit is led to the base metal and filled to avoid crater cracks. It is necessary to strictly control the interlayer temperature to be less than 60 °C. This can effectively prevent the generation of hot cracks and obtain a good quality weld of the pipe head.
















 sales@welding-material.com
sales@welding-material.com





